flaring process in sheet metal Flaring and beading involve creating flanges or raised edges on sheet metal to enhance a panel’s rigidity. Flaring is the process of creating a wider opening, while beading adds a rounded or decorative edge. Higher sheet metal gauges indicate that you’re working with a thinner sheet. Lower gauge numbers identify thicker sheets of metal. As gauges increase, metal sheets get thinner.What does "ganging" electrical boxes mean? Also, why would electricians need a "ganged" electrical box? Describe why an electrician would use an adjustable bar hanger to mount a ceiling electrical box. A bar hanger mount is used for a celling box because of there universal sizing .
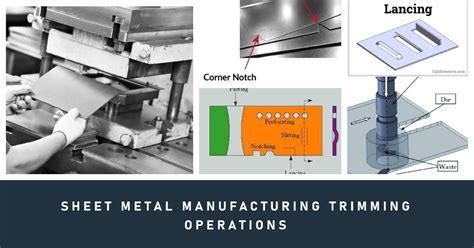
0 · trimming operation in sheet metal
1 · sheet metal springback calculator
2 · restrike process in sheet metal
3 · piercing operation in sheet metal
4 · nibbling operation in sheet metal
5 · lancing operation in sheet metal
6 · flanging process in sheet metal
7 · flanging operation in sheet metal
If you have recently had your septic tank inspected and pumped but are still experiencing plumbing problems, you may want to take a look at your distribution box. Your distribution box must be level to function properly.
Flaring and beading involve creating flanges or raised edges on sheet metal to enhance a panel’s rigidity. Flaring is the process of creating a wider opening, while beading adds a rounded or decorative edge.3.999.979.97
.998.99 The process involves several key steps: Initial hole creation: A hole is first punched or cut into the sheet metal. Positioning: The workpiece is aligned with the flanging die . The paper presents a novel incremental forming machine to manufacture metal sheets long profiles, which uses one or more couples of rollers controlled by a numerical .
End flare, or end distortion, is unique to roll forming manufacturing, while springback is a more universal sheet metal bending issue. So, what are these two roll forming anomalies? How will they affect your . The end flare of flange C is characterized by a flaring in at the lead end and a flaring out at the tail end, whereby end flare is shifted in positive direction (flaring out) due to .
trimming operation in sheet metal
This paper deals with a metal forming process leading to a conical extension of circular cylindrical shells (tubes). This forming process is called ‘flaring’. Analytical expressions . In the proposed process multiple rollers are used to incrementally bend a metal sheet, with a subsequent number of steps to reduce the forming loads and with the use of simpler axisymmetric tools. The proposed machine in the simplest configuration has seven degrees of freedom: three for each roller and one for the blank-holder. Flanging is sheet metal forming process which has high-end applications from automobile industry to aircraft industry. Straight, stretch, shrink and hole-flanging are the variations of flanging process flange types. It is . There's no need to buy expensive tools to flare or bell holes in sheet metal, the actual tools are simple to make, and the process to create the flare is rea.
With one easy step you can flare an existing hole in sheet metal panels for improved strength and appearance. They work great in our Mittler Bros. bench press or by simply placing the two halves of the die on either side of the properly sized hole drawing the tool together with a standard wrench. 16 gauge steel is the maximum thickness. Precision machined from heat-treated steel . Step 1: Place the warped sheet on the platform and hold the sheet metal with your left hand and the hammer with your right hand. Step 2: Begin tapping along the unwarped diagonal line, and then extend to both sides in order to .
(3/32” kit sold separately.) Also included are flat and domed bases for piercing and flaring. Use the flat base for sheet metal and the domed base for rings and other curved items. TIPS AND TRICKS: To use, place your metal blank or sheet metal under the piercing tool. Turn the screw clockwise until the metal is pierced.In this spinning process, however, flaring may occur at the opening end of workpiece ( Fig. 2) [8][9][10]. . Throughout the plastic deformation of sheet metal axisymmetric shape parts such as .CALCULATING PRE-HOLE DIMENSION FOR FORMING. When forming processing, pre-holes may be processed as pre-processing. In that case, please calculate pre-holes referring to the following calculation formula.
Hole flanging is a metal forming process that creates a raised edge or collar around a pre-existing hole in a sheet metal workpiece. This technique utilizes specialized tooling to deform the material surrounding the hole, typically resulting in a cylindrical protrusion perpendicular to the sheet’s surface or at a specified angle. For example, Luo et al. combined sheet metal forming with upsetting process to fabricate the flange on the tube end where the side wall of the tube can be thicken simultaneously [16]. . As for the flaring process, the friction coefficient between tubular blank and dies is set as 0.1. As for the upsetting process, the friction coefficient . Sheet Metal Fabrication Bead Roller, 18 inch Industrial Cast-Iron Metal Beads Roller,Flaring Tool Beading Machine, Metal Sheets Rotary Forming Machine Bead Roller Kit with 6 Dies - Amazon.com . Easy Claims Process: File a claim anytime online or by phone. Most claims approved within minutes.
Metal Sheet Processing Techniques. Bending is just one of the many techniques used in metal sheet processing, typically carried out in a metal processing workshop. Other techniques include: Riveting: Joining metal sheets using rivets. Welding: Fusing metal sheets together using heat. Common Problems and Solutions in Metal Bending A metal bushing ring is an important part of the plate heat exchanger, which plays the role of sealing, and the welding seam formed in the current forming processes shortens the life of the plate .
sheet metal springback calculator
Chumadin A. S., Ershov V. I. Investigation of the process of flaring conical blanks Soviet Forging and Sheet Metal Stamping Technol., 1987, 2, 76–79. Google Scholar 7.
Slip Roll Roller Flaring Machine Sheet Metal Bead Roller Sheet Metal Fabrication Bead Roller Rotary Forming Machine Handle Rolling with 6 Sets of Dice RM18 - Amazon.com . Easy Claims Process: File a claim anytime online or by phone. Most claims approved within minutes. If we can’t repair it, we’ll send you an Amazon e-gift card for the .
A novel flaring-upsetting hybrid process which combines flaring with closed upsetting is put forward in order to form end flange on thin-walled tube and it is able to effectively control the metal flow to make the folding defects be transferred to the top surface of the flange. Therefore, as compared to the traditional upsetting process, the novel flaring-upsetting hybrid . The punch forces the layers of sheet metal into the die cavity. The pressure exerted by the press forces the punch-side metal to spread outwards within the die-side metal. Joints can range from 1.5 to 26 millimeters in diameter. Tox has recently introduced a number of variations in the process. The Twinpoint tool creates two round joints side . Types of Sheet Metal Operations. Below are the types of sheet metal operations: Shearing Operations. The Shearing operation is cut in a straight line across a strip, sheet, or bar. It leaves a lean edge on the piece of metal that is sheared or cut. In this operation, a sheet metal workpiece is placed or kept between two dies from one end. Roll forming is a continuous manufacturing process, in which sheet metal is subsequently bent by sets of rotating rolls. When roll formed profiles are cut to length, process related residual stresses are released. . The deformation caused by the twisting moment is a flaring in at the lead end and a flaring out at the tail end. The residual .
Within the electromagnetic sheet metal forming process, workpiece velocities of more than 300m/s can occur, causing typical effects when forming into a die, which will be described and discussed .
Roll forming is the most cost-effective way to continuously produce complex shapes with multiple bends. But it’s not a perfect system. Engineers must understand and accept two particular quirks of roll forming before committing to the process: end flare and springback. End flare, or end distortion, is unique to roll forming manufacturing, while springback is a more . Conheça o processo de flangeamento de tubos F37 da Parker.One such critical technique is sheet metal forming, which creates parts that account for a large percentage of the total vehicle weight. Many of these sheet metal parts make up the structure of the vehicle and are constructed from thin-walled tubes. . One specific tube forming technique is the flaring process which is typically performed at .
Progressive Stamping process - Sheet Metal Blanking forming piercing flaring - manufacturing process - operation TBVECHI Sheet Metal Bead Roller Machine, 18" Sheet Metal Fabrication Bead Roller w/6 Sets Dies, Rotary Machine Flaring Tool Beading Machine for Metal Sheets, 1/16", 1/8", 1/4" Step Dies - Amazon.com . Process: Plastic Spraying. Material: Carbon Steel. Mounting Type: Vice Mount.
Self-piercing riveting (SPR) is an efficient joining process for bonding sheets through the interlock of rivet flaring. The strength of SPR joints is commonly measured by destructive test. In this study, the metal deformation behaviors in the SPR of aluminum alloy sheets and the mechanical behaviors of the SPR joints in the destructive tests were investigated in order to .

restrike process in sheet metal
piercing operation in sheet metal
I replaced my front and rear brake pads and rotors. Each caliper has a set of metal clips in the removable part of the caliper. The metal clips push into the sides of the caliper and the brake .
flaring process in sheet metal|restrike process in sheet metal